第1章 绪论
1.1 研究背景与意义
1.1.1 研究背景
2007 年,国家制定了“引进、消化、吸收、再创新”AP1000 三代核电技术战略,与传统意义上的二代核电技术相比,其建设周期更短、安全性更高。目前该技术已成功在浙江三门和山东海阳成功应用。模块化施工作为 AP1000 三代核电技术最大的特点之一,采用了模块化的设计与建造技术,将“先土建、后安装”的串联式传统施工方法,改变为“工厂化预制,模块化安装”的并联式施工模式,既增加了核电厂建造过程的作业面,缩短建设周期,又提高了核电厂的工程质量,降低了建设成本,提高了电站的经济性。目前模块化施工工艺已在日本的沸水堆、其他行业(如医药、化工、海洋工程)建设中得到成功应用。
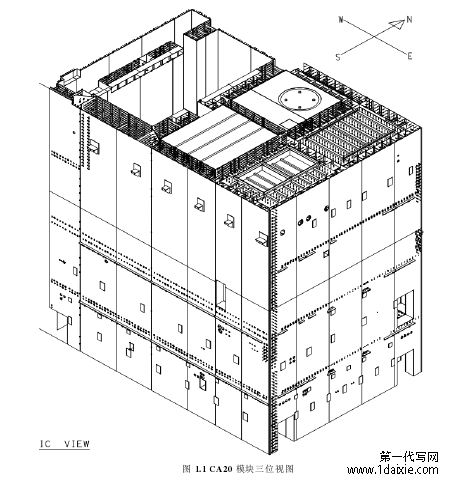
模块化施工是三代核电站技术的创新点之一,通过模块化并行施工模式大大缩短电站建造周期,依托工厂化预制方式提高产品、过程质量。其中,结构模块是电站内的一级构筑物,是厂房结构的一部分,具有制造过程要求精度高,产品吊装、运输难度 大 以及 接 口管 理比 较复杂 等 特点 ;又 分为 CA 类模块( Concrete filled-in-place form modules,由钢板、型材以及内部混凝土构成,取代了传统的棒式钢筋绑扎和模板材料支设,模块一旦安装就位,混凝土浇注施工能与房间完工和设备安装平行进行)、CB 类模块(Concrete remain-in-place form modules)、CH 类模块(structural modules with outfitting)以及 CS 类模块(stair module)。
1.1 研究背景与意义
1.1.1 研究背景
2007 年,国家制定了“引进、消化、吸收、再创新”AP1000 三代核电技术战略,与传统意义上的二代核电技术相比,其建设周期更短、安全性更高。目前该技术已成功在浙江三门和山东海阳成功应用。模块化施工作为 AP1000 三代核电技术最大的特点之一,采用了模块化的设计与建造技术,将“先土建、后安装”的串联式传统施工方法,改变为“工厂化预制,模块化安装”的并联式施工模式,既增加了核电厂建造过程的作业面,缩短建设周期,又提高了核电厂的工程质量,降低了建设成本,提高了电站的经济性。目前模块化施工工艺已在日本的沸水堆、其他行业(如医药、化工、海洋工程)建设中得到成功应用。
模块化施工是三代核电站技术的创新点之一,通过模块化并行施工模式大大缩短电站建造周期,依托工厂化预制方式提高产品、过程质量。其中,结构模块是电站内的一级构筑物,是厂房结构的一部分,具有制造过程要求精度高,产品吊装、运输难度 大 以及 接 口管 理比 较复杂 等 特点 ;又 分为 CA 类模块( Concrete filled-in-place form modules,由钢板、型材以及内部混凝土构成,取代了传统的棒式钢筋绑扎和模板材料支设,模块一旦安装就位,混凝土浇注施工能与房间完工和设备安装平行进行)、CB 类模块(Concrete remain-in-place form modules)、CH 类模块(structural modules with outfitting)以及 CS 类模块(stair module)。
..........................
第2章 研究基础
2.1相关质量概念及内容
2.1.1 质量管理的定义及内容
(1)质量的定义
随着科学技术和社会经济的不断发展,质量的范围在不断扩展,质量的内容也在不断完善、充实,同样,人们对质量概念的认识也在不断的变化。
在最新发布的《质量管理体系 基础和术语》(GB/T19000-2016)中关于质量是这样描述的:客体的一组固有特性满足要求的程度[1]。
(2)质量管理的定义及发展阶段
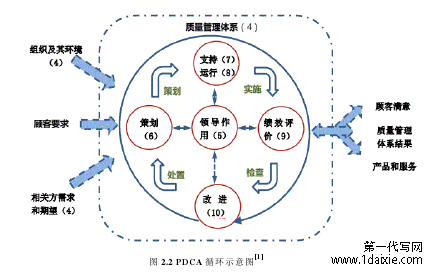
质量管理是指挥和控制组织与质量有关的协调活动。通常包括质量策划、质量控制、质量保证和质量改进四大过程[1]。
①质量策划(quality panning)是质量管理中致力于制定质量目标并规定必要的运行过程和相关资源以实现质量目标。
②质量保证(quality assurance)是质量管理中致力于提供质量要求会得到满足的信任;是为了顾客和其他有关相关方能够确信组织的产品、过程和体系能够满足规定的质量要求,就必须提供充分的证据,以证明组织有足够的能力满足相应的质量要求;其中所提供的证据就应包括质量检验证据和质量管理证据。
③质量控制(quality control)是质量管理中致力于满足质量要求的部分;为实现这一目标,需要对产品质量形成的全过程中所有环节实施监控,及时发现并排除偏离规定要求的现象,使影响产品质量的技术因素、管理因素及人的因素始终处于受控的状态。
④质量改进(quality improvement)是质量管理中致力于增强满足质量要求的能力;一般包括有效性、效率和可追溯性三部分,有效性是指完成策划的活动并得到策划结果的程度,效率是指得到的结果与所使用的资源之间的关系,可追溯性是指追溯客体的历史、应用情况或所处位置的能力。
..............................
1.2 国内外研究现状综述
1.2.1 国外研究现状
(1)质量管理研究方面
就目前研究成果而言,国外对质量管理的研究已经比较成熟,并已经工具化和标准化。当前有代表性的质量管理体系主要有全面质量管理(TQM 是质量管理模式,成功代表是日本的实践)(TQM)和 ISO9001:2015 两种[1](是国际标准化组织制定和发布的质量管理体系国际标准,是对质量管理理论和实践的总结,也可用于第三方认证)。
菲根堡姆首先提出了全面质量管理的概念,质量管理作为中心任务,要求全员参与,对产品实施过程进行整体管理是全面质量管理的体现,应坚持预防为主,对工序进行严格控制[2]。该论点后续被不断的整理与完善,形成了目前流行的全面质量管理体系。
据统计,客户对产品属性看重度中可靠性作为最显著的属性而位列第一,相较于技术、价格、售后等,企业最关注的则是产品可靠性问题[3]。1986 年比尔·史密斯提出属于品质管理范畴的六西格玛概念,西格玛(Σ,σ)是指统计学的标准差,意为在生产过程中降低产品及流程的缺陷次数,防止产品变异,从而提升产品品质[4]。
在 1987 年,由于 ISO9000 系列标准的出现及不断完善,质量管理的影响日益加大。Tomas Foster 着重总结了 2015 版 ISO14001 环境管理标准的相应改变;他认为改版后的环境管理标准坚持了一贯的“为企业提高绩效,改善企业环境管理”的目标;新版的环境管理标准的应用范围更大,环境绩效管理理念更加先进[5]。David Vykydal 提出质量管理原则高效性和有效性的实现,是由其管理团队所决定的,应通过引导培训来提高团队成员能力[6]。Li 提出为保证项目质量目标的实现,应从横向和纵向两个管理方面加强质量控制[7]。 Lesley Macheka,Elsbeth Spelt,Jack G.A.J. van der Vorst 等运用质量控制到产业链中,对物流和质量控制活动进行差异化评估,允许用户识别改善机会,提高绩效并减少漏洞[8]。Priscillia Hunt,Sarah B. Hunter,Deborah Levan 通过不同的质量改进计划,对比成本的变化,为决策者选择质量改进提供依据[9]。Anna Katharina Jacob 提出客户满意度是全面质量管理的重点关注指标,在实行质量问责的制度时要综合考虑各利因素[10]。Cengiz Duran, Aysel Cetindere, Ozcan Sahan 研究指出在组织中发展质量文化时质量管理和知识管理是如何相互影响的,通过分析质量管理和知识管理之间的关系来获得一些数值[11]
1.2.1 国外研究现状
(1)质量管理研究方面
就目前研究成果而言,国外对质量管理的研究已经比较成熟,并已经工具化和标准化。当前有代表性的质量管理体系主要有全面质量管理(TQM 是质量管理模式,成功代表是日本的实践)(TQM)和 ISO9001:2015 两种[1](是国际标准化组织制定和发布的质量管理体系国际标准,是对质量管理理论和实践的总结,也可用于第三方认证)。
菲根堡姆首先提出了全面质量管理的概念,质量管理作为中心任务,要求全员参与,对产品实施过程进行整体管理是全面质量管理的体现,应坚持预防为主,对工序进行严格控制[2]。该论点后续被不断的整理与完善,形成了目前流行的全面质量管理体系。
据统计,客户对产品属性看重度中可靠性作为最显著的属性而位列第一,相较于技术、价格、售后等,企业最关注的则是产品可靠性问题[3]。1986 年比尔·史密斯提出属于品质管理范畴的六西格玛概念,西格玛(Σ,σ)是指统计学的标准差,意为在生产过程中降低产品及流程的缺陷次数,防止产品变异,从而提升产品品质[4]。
在 1987 年,由于 ISO9000 系列标准的出现及不断完善,质量管理的影响日益加大。Tomas Foster 着重总结了 2015 版 ISO14001 环境管理标准的相应改变;他认为改版后的环境管理标准坚持了一贯的“为企业提高绩效,改善企业环境管理”的目标;新版的环境管理标准的应用范围更大,环境绩效管理理念更加先进[5]。David Vykydal 提出质量管理原则高效性和有效性的实现,是由其管理团队所决定的,应通过引导培训来提高团队成员能力[6]。Li 提出为保证项目质量目标的实现,应从横向和纵向两个管理方面加强质量控制[7]。 Lesley Macheka,Elsbeth Spelt,Jack G.A.J. van der Vorst 等运用质量控制到产业链中,对物流和质量控制活动进行差异化评估,允许用户识别改善机会,提高绩效并减少漏洞[8]。Priscillia Hunt,Sarah B. Hunter,Deborah Levan 通过不同的质量改进计划,对比成本的变化,为决策者选择质量改进提供依据[9]。Anna Katharina Jacob 提出客户满意度是全面质量管理的重点关注指标,在实行质量问责的制度时要综合考虑各利因素[10]。Cengiz Duran, Aysel Cetindere, Ozcan Sahan 研究指出在组织中发展质量文化时质量管理和知识管理是如何相互影响的,通过分析质量管理和知识管理之间的关系来获得一些数值[11]
.........................
第2章 研究基础
2.1相关质量概念及内容
2.1.1 质量管理的定义及内容
(1)质量的定义
随着科学技术和社会经济的不断发展,质量的范围在不断扩展,质量的内容也在不断完善、充实,同样,人们对质量概念的认识也在不断的变化。
在最新发布的《质量管理体系 基础和术语》(GB/T19000-2016)中关于质量是这样描述的:客体的一组固有特性满足要求的程度[1]。
(2)质量管理的定义及发展阶段
质量管理是指挥和控制组织与质量有关的协调活动。通常包括质量策划、质量控制、质量保证和质量改进四大过程[1]。
①质量策划(quality panning)是质量管理中致力于制定质量目标并规定必要的运行过程和相关资源以实现质量目标。
②质量保证(quality assurance)是质量管理中致力于提供质量要求会得到满足的信任;是为了顾客和其他有关相关方能够确信组织的产品、过程和体系能够满足规定的质量要求,就必须提供充分的证据,以证明组织有足够的能力满足相应的质量要求;其中所提供的证据就应包括质量检验证据和质量管理证据。
③质量控制(quality control)是质量管理中致力于满足质量要求的部分;为实现这一目标,需要对产品质量形成的全过程中所有环节实施监控,及时发现并排除偏离规定要求的现象,使影响产品质量的技术因素、管理因素及人的因素始终处于受控的状态。
④质量改进(quality improvement)是质量管理中致力于增强满足质量要求的能力;一般包括有效性、效率和可追溯性三部分,有效性是指完成策划的活动并得到策划结果的程度,效率是指得到的结果与所使用的资源之间的关系,可追溯性是指追溯客体的历史、应用情况或所处位置的能力。
..............................
2.2 质量管理相关方法及工具
2.2.1 质量控制的五大要素
质量管理体系中的影响因素主要是指在产品策划、决策和实现过程中影响质量形成的各种因素,包括人的因素、机械设备因素、材料因素、方法因素以及环境因素(简称:人、机、料、法、环)。
(1)人的因素
在质量管理体系中,人的因素起决定性作用,也是整个体系中最重要的组成部分,同时也是质量管理中最大的难点和重点,因此质量控制首先就是对人的控制。这里所说的人涵盖产品生命周期内的所有人员,包括设计、制造、检验等各方面人员。作为被控制对象,人的工作应避免失误。
(2)机械设备的因素
机械设备包括设备以及各类工机具等,其质量的优劣直接影响生产进度和产品质量。设备和各类工机具是重要的物质基础,合理选择和正确使用施工机械设备是保证产品质量的重要条件。
(3)材料的因素
材料是指物料,包括原材料、半成品、成品以及构配件等。材料是组成产品的基本物质条件,其质量是产品质量的基础;所以加强对材料的质量控制,是保证质量的基础。
(4)方法的因素
方法的因素也可以被叫做技术因素,主要是指如何制造产品的方法,包含产品形成过程中所使用的技术方案、制造工艺、图纸、验收标准等。从某种程度上讲,技术方案和工艺水平等的高低直接决定了产品质量。
2.2.1 质量控制的五大要素
质量管理体系中的影响因素主要是指在产品策划、决策和实现过程中影响质量形成的各种因素,包括人的因素、机械设备因素、材料因素、方法因素以及环境因素(简称:人、机、料、法、环)。
(1)人的因素
在质量管理体系中,人的因素起决定性作用,也是整个体系中最重要的组成部分,同时也是质量管理中最大的难点和重点,因此质量控制首先就是对人的控制。这里所说的人涵盖产品生命周期内的所有人员,包括设计、制造、检验等各方面人员。作为被控制对象,人的工作应避免失误。
(2)机械设备的因素
机械设备包括设备以及各类工机具等,其质量的优劣直接影响生产进度和产品质量。设备和各类工机具是重要的物质基础,合理选择和正确使用施工机械设备是保证产品质量的重要条件。
(3)材料的因素
材料是指物料,包括原材料、半成品、成品以及构配件等。材料是组成产品的基本物质条件,其质量是产品质量的基础;所以加强对材料的质量控制,是保证质量的基础。
(4)方法的因素
方法的因素也可以被叫做技术因素,主要是指如何制造产品的方法,包含产品形成过程中所使用的技术方案、制造工艺、图纸、验收标准等。从某种程度上讲,技术方案和工艺水平等的高低直接决定了产品质量。
(5)环境的因素
环境的因素是指制造过程中的环境,包括自然环境因素、管理环境因素以及作业环境因素等。通常来说,适宜的环境会有利于人员的身心愉悦和工作效率,而这显然对促进质量是有巨大帮助的。
.............................
环境的因素是指制造过程中的环境,包括自然环境因素、管理环境因素以及作业环境因素等。通常来说,适宜的环境会有利于人员的身心愉悦和工作效率,而这显然对促进质量是有巨大帮助的。
.............................
3.1 相关概况及特点总结 .................................. 21
3.1.1 SF核电项目概况 ............................. 21
3.1.2 CA类结构模块概况 .......................... 21
第 4 章 CA类结构模块制造质量改进措施提出与验证 ......................... 39
4.1 质量改进措施的分析 ............................. 39
4.1.1 从质量问题产生的原因角度分析 ......................... 39
4.1.2 从前期典型质量问题角度分析 .................. 41
第 5 章 结论与展望 .................................... 62
5.1 结论 .................................... 62
5.2 展望 .......................... 63
第4章 CA 类结构模块制造质量改进措施提出与验证
4.1质量改进措施的分析
4.1.1 从质量问题产生的原因角度分析
(1)人的因素
①个人能力方面 个人能力方面的培养分为两个方面,一是能力的持续提升,这是一个长期培养和提高的过程,需要各级管理人员和从业人员的长期努力;二是管理人员在安排工作时要考虑被安排对象的能力是否与将要从事的工作相匹配。
②防人因失误方面
“人因失误”的存在是绝对的,改进思路主要是如果通过流程把控,落实各流程责任,避免“组织出错”;以及怎样通过监督检查,避免损失的出现,并通过有效的激励和考核进行控制和落地。
(2)工艺因素
①管理流程方面
工艺文件的控制:同上一节“防人因失误”一样的,需要编制、审核、校核等各环节层层把关和保证,确保文件的准确性。
文件的会审:文件会审的难度在于技术人员、生产人员以及质检人员分散在各个不同的部门,组织存在难度,特别是技术人员和生产人员如何紧密联系、通力合作实际改进的重点。
技术交底:如何做细、做实技术交底工作,使“交底”充分发挥作用是重要的;包括对于交底的监督和检查。
..........................
第5章 结论与展望
5.1 结论
论文在充分借鉴国内国外质量管理理论的基础上,结合实际过程中对核电设备质量管理的认识和学习,深入研究了 SF 核电项目 1#机组 CA 类结构模块质量管理现状和存在的相关质量问题,对问题进行了分析和总结,进行了相应的改进研究,制定了有效的改进措施,并取得了良好的效果。论文主要研究结论如下:
(1)通过对 SF 核电项目 1#机组 CA 类结构模块制造全过程的分析,找出了组织在质量管理流程方面的缺失:如工艺与生产结合不紧密,导致沟通不畅,反馈不及时;工艺文件会审存在“走过场”现象;导致会审未能发挥作用,造成制造过程的返工;自检方面存在漏项、专检方面存在关键点把控不准确等问题;在监督检查方面存在不系统、不覆盖的情况;在经验反馈方面存在反馈不及时、不彻底,导致重复问题多次发生的情况。为解决上述问题,在组织机构方面,将工艺实现职能由技术中心调整至生产部,对组织机构进行了优化,捋顺了工艺与生产的接口;在工艺文件方面,强化了绩效考核与会审制度,同时细化了技术交底要求,从源头上保证工艺文件的正确性及有效性;在监督检查方面,优化升版了《质量保证监督程序》,通过系统策划、明确职责、规范行为等方式提高了监督检查的有效性;在保障方面,优化了经验反馈管理流程,推动了反馈措施的落地。通过以上手段,提高了组织的质量管理能力,同时也为其他组织提供了借鉴意义。
(2)通过对具体质量案例的分析,结合相关的访谈,发现了 CA 类结构模块在双相钢的焊接方面存在困难;由于设计未完全固化,导致了大量变更的存在,而变更一旦遗漏执行将会导致较为严重的质量问题;由于 CA 类结构模块均为“非标”产品,导致制造过程质量波动较大;受制于焊接量大且子模块刚性不足问题,导致了一些尺寸方面的偏差等等。基于以上问题,找出了 1#机组 CA 类结构模块制造质量重点、难点和控制关键点,同时提出了余量经验值、反变形角度控制、子组件组装顺序等系列措施,固化了一套工艺标准化文件和检查标准化文件,使得 2#机组 CA类结构模块的制造质量有了较大改进,为后续类似产品的制造奠定了良好基础。
(3)有针对性的推行了自动焊工艺研究,为后续自动焊工艺在类似产品上的实施奠定了基础。
(4)建立了 IDM 变更软件管理系统,确保了大量变更的不重不漏;且能够清晰识别每份变更的状态,大大提高了变更控制的有效性。
参考文献(略)
5.1 结论
论文在充分借鉴国内国外质量管理理论的基础上,结合实际过程中对核电设备质量管理的认识和学习,深入研究了 SF 核电项目 1#机组 CA 类结构模块质量管理现状和存在的相关质量问题,对问题进行了分析和总结,进行了相应的改进研究,制定了有效的改进措施,并取得了良好的效果。论文主要研究结论如下:
(1)通过对 SF 核电项目 1#机组 CA 类结构模块制造全过程的分析,找出了组织在质量管理流程方面的缺失:如工艺与生产结合不紧密,导致沟通不畅,反馈不及时;工艺文件会审存在“走过场”现象;导致会审未能发挥作用,造成制造过程的返工;自检方面存在漏项、专检方面存在关键点把控不准确等问题;在监督检查方面存在不系统、不覆盖的情况;在经验反馈方面存在反馈不及时、不彻底,导致重复问题多次发生的情况。为解决上述问题,在组织机构方面,将工艺实现职能由技术中心调整至生产部,对组织机构进行了优化,捋顺了工艺与生产的接口;在工艺文件方面,强化了绩效考核与会审制度,同时细化了技术交底要求,从源头上保证工艺文件的正确性及有效性;在监督检查方面,优化升版了《质量保证监督程序》,通过系统策划、明确职责、规范行为等方式提高了监督检查的有效性;在保障方面,优化了经验反馈管理流程,推动了反馈措施的落地。通过以上手段,提高了组织的质量管理能力,同时也为其他组织提供了借鉴意义。
(2)通过对具体质量案例的分析,结合相关的访谈,发现了 CA 类结构模块在双相钢的焊接方面存在困难;由于设计未完全固化,导致了大量变更的存在,而变更一旦遗漏执行将会导致较为严重的质量问题;由于 CA 类结构模块均为“非标”产品,导致制造过程质量波动较大;受制于焊接量大且子模块刚性不足问题,导致了一些尺寸方面的偏差等等。基于以上问题,找出了 1#机组 CA 类结构模块制造质量重点、难点和控制关键点,同时提出了余量经验值、反变形角度控制、子组件组装顺序等系列措施,固化了一套工艺标准化文件和检查标准化文件,使得 2#机组 CA类结构模块的制造质量有了较大改进,为后续类似产品的制造奠定了良好基础。
(3)有针对性的推行了自动焊工艺研究,为后续自动焊工艺在类似产品上的实施奠定了基础。
(4)建立了 IDM 变更软件管理系统,确保了大量变更的不重不漏;且能够清晰识别每份变更的状态,大大提高了变更控制的有效性。
参考文献(略)